
ISO Standard certification
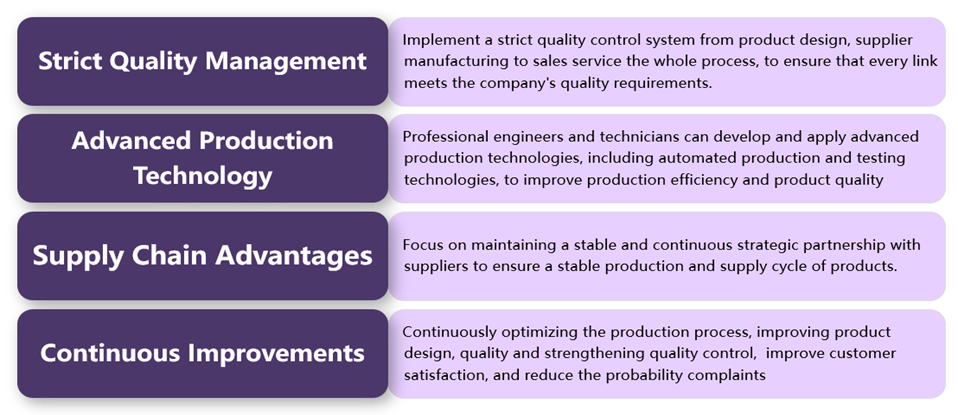
O2Micro is committed to ensuring that all products meet the required specifications by emphasizing effective communication, continuous improvement, innovation, and quality enhancement to achieve customer satisfaction. Through vigilant quality monitoring and stringent quality control measures, we have achieved high levels of customer satisfaction. At every stage of product development and production, we implement rigorous quality control procedures and take proactive measures for improvement to ensure the safety and reliability of our products.

|
|
|
|
O2Micro customers can through website to contact account sales or CQE for below items support:
(1). Provide further products and reliability information (eg: Data sheet/ Reliability analysis report...etc.)
(2). PPAP/Product information data request support
(3). Customer’s MFG line anti-ESD suggestions
(4). ICP report / MDDS / GP questionnaire / CMRT conflict minerals / REACH... etc. support
Quality and Environmental Policies
O2Micro strictly follow IC manufacturing ISO quality system requirements and Environmental Protection Regulations limitations to meet each different application field IC quality requirement.
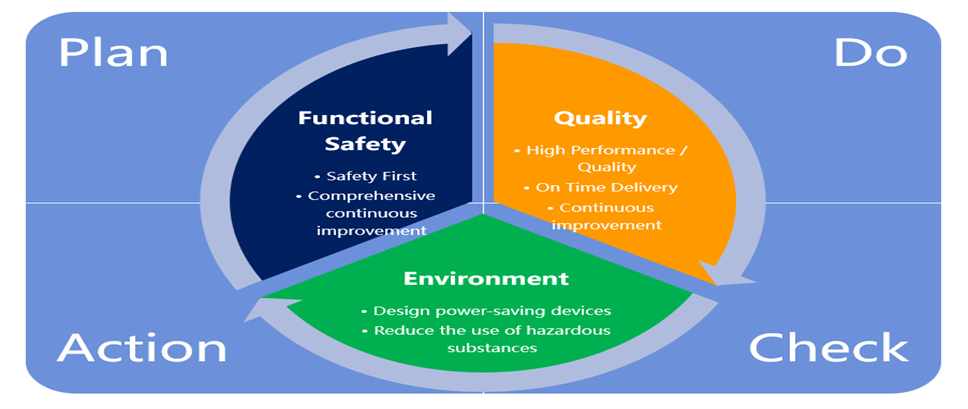
ISO 26262 Functional Safety Policy
O2Micro develop functional safety development procedure, including but not limited to:
- Safety first The top priority is to meet functional safety requirements.
- Comprehensive continuous improvement: Functional safety activities are implemented in all stages of product life cycle and improvements are performed continuously to achieve functional safety goals.
ISO 9001 Quality Policy
O2Micro has established, pursued, and implemented the following quality policy to promote and support the objectives of the quality system. O2Micro is committed to delivering solutions that achieve customer satisfaction through:
- The design of high-quality products that achieve the greatest levels of system compatibility
- Delivering products on time, every time
- Driving quality system improvement based on measured performance
Quality Mission: It is through continual improvement in our processes that we will achieve the goal of increasing customer satisfaction by meeting or exceeding all customer requirements while making it easier for our customers to do business with us.
ISO 14001 Environmental Policy
O2Micro is committed to the prevention of pollution and continual improvement of its Environmental Management System (EMS). O2Micro will develop environmentally safe technologies, including but not limited to:
- Reduce power consumption worldwide by designing power-saving devices
- Reduce the use of hazardous substances in product materials and manufacturing processes
RoHS Statement: All O2Micro products in lead-free packages are RoHS compliant. For detailed information about RoHS compliance on a specific product, please contact your Sales Manager.
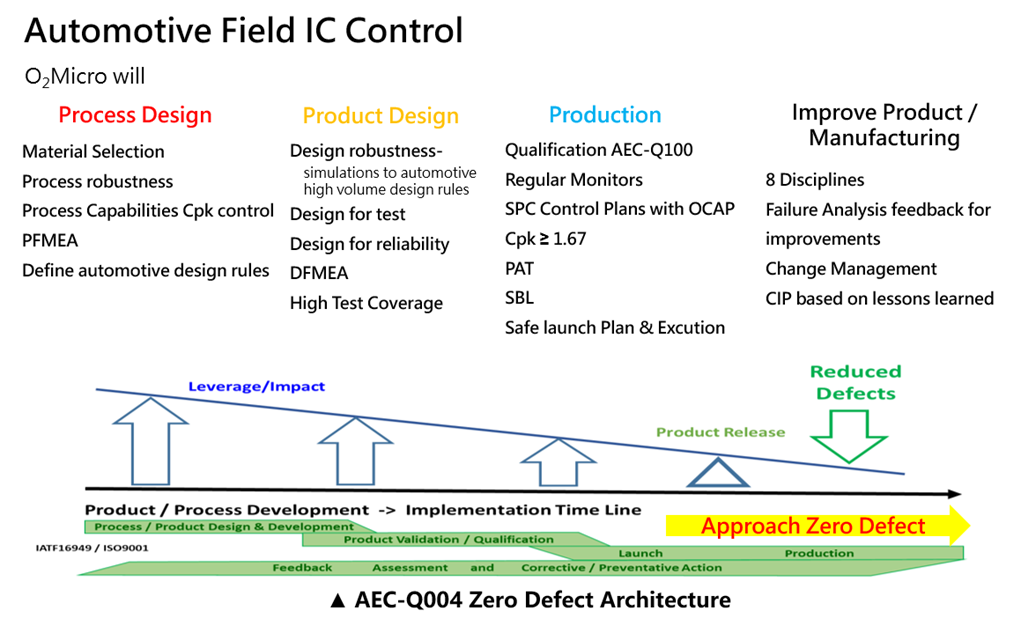
O2Micro automotive IC follow ISO26262/ IATF16949 Manufacturing control
Automotive field used IC each product manufacturing process condition review /define:
- ISO 26262: Focus in IC design (DFMEA/ FMEDA/ FTA/ DFA/ Safety Manual)
System ASIL support or IC ASIL certificate
- IATF 16949: Focus in IC manufacturing process design (APQP/ PPAP/ FMEA/ MSA/ SPC)
- AEC-Q100: Focus in Automotive IC RA (IC develop stage RA/ Suppliers RA ORT)
- AEC-Q004: Zero defect approach (1 dppm to 1 dppb), design for product/MFG process/reliability
Product design/ MFG process design/ Test coverage/ Application & Capability/ Continuous Improvement/ Problem solving
Functional Safety (FuSa)
The rapid advancement of technology in the industrial equipment and automotive sectors, particularly with the emergence of automated driving, has created a crucial need for standards such as ISO 26262. This standard defines functional safety and play a significant role in preventing accidents and constructing safer systems during emergencies. Functional safety has become an increasingly important requirement globally, not only among vehicle manufacturers (OEMs) but also among Tier 1/ Tier 2 electronics equipment suppliers in the automotive field.
O2Micro’s approach to Functional Safety
In 2022, O2Micro initiated the process of obtaining certification for ISO 26262, a functional safety standard for automotive electrical and electronic systems. Subsequently, in April 2023, we acquired ISO 26262 development process certification from the third-party certification body SGS-TUV. This recognition confirms that O2Micro's development process complies with the ISO 26262 standard. Over time, we have expanded our product portfolio to include the necessary documents for functional safety in vehicles, and currently offer a lineup of over 10 compatible part numbers.
Moving forward, O2Micro will continue to expand its range of functional safety products, not only for the automotive sector but also for the industrial equipment field.
Functional Safety Product Categories and Documents
O2Micro has identified three categories for functional safety products, although currently, only the automotive field is supported:
- FuSa Process Compliant (Product ASIL Compliant): This category indicates that the integrated circuit (IC) was developed using ISO 26262-compliant processes that adhere to the appropriate Automotive Safety Integrity Level (ASIL).
- FuSa Mechanism Implemented (Product FuSa Managed): ICs in this category are equipped with the functional safety features required by the relevant ASIL.
- FuSa Engineered Supportive (Product FuSa capable): Automotive ICs in this category can support functional analysis related to functional safety.
List of Document/ Material provide:
|
|
FuSa Process Compliant (Product ASIL Compliant) |
FuSa Mechanism Implemented (Product FuSa Managed) |
FuSa Engineered Supportive (Product FuSa capable) |
|
IATF16949 Process Compliant |
√
|
√
|
√
|
|
ISO 26262 Process Compliant |
√
|
||
|
PPAP |
√
|
√
|
√
|
|
AEC-Q100 (FIT) |
√
|
√
|
√
|
|
FMEDA |
√
|
√
|
|
|
Safety Manual |
√
|
√
|
O2Micro provide high-performance and high-quality products and control outgoing ship out products failure rate lower than 5 Dppm

Environmental Friendliness/ Sustainable Development
- Reducing Environmental Pollution and Human Health Hazards
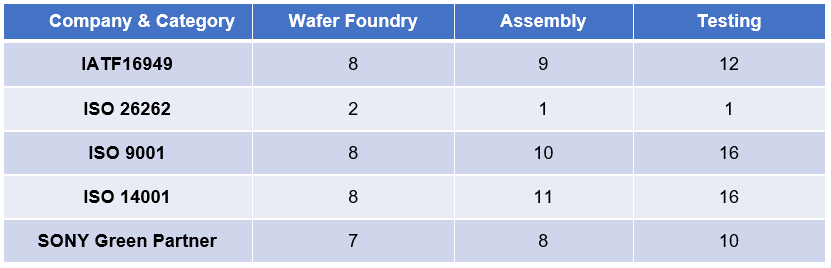
O2Micro products 100% compliant RoHS/ REACH/ LF/ HF/ SONY GP requirements.
Production supply chain selected: All obtained ISO 14001 certification.

- Energy conservation and carbon footprint reduction:
1. Designing Power Saving Devices.
2. Using Energy-Efficient Materials as the Basis for IC Design.
3. Develop support energy-efficient applications, to save energy and reduce carbon emissions.
4. Optimizing/ Turn-key the Manufacturing Process to reduce carbon emissions.
5. Encourage carbon reduction awareness and technological innovation.
O2Micro Environment、Social、Governance
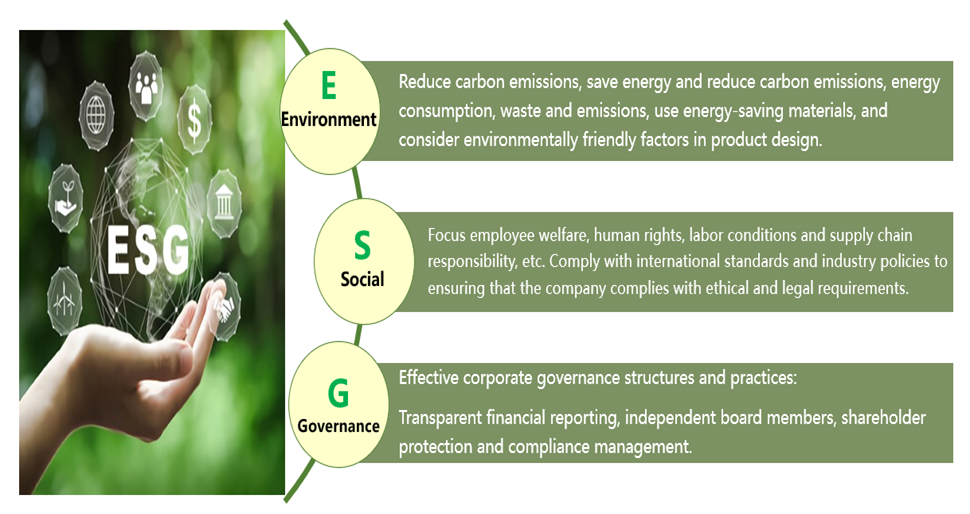
Green Product Information
O2Micro predicting our current and future customers' needs, for the need of a clean and bright future for our children is offering environmentally friendly products while not compromising on quality.
Due to the environmental concerns worldwide, the need for environmental protection and the elimination of hazardous (banned) substances in electronic components and systems receive increased attention in the semiconductor and electronics industries.
O2Micro committed to protecting the environment and conforming to the regulation requirements
File Download of Declaration
|
|

|
|
|
RoHS 2011/65/EU & Halogen Free |
REACH SVHC substances |
POPs |
GADSL |
Customers can use O2Micro products with no concern.
Any further questions or inquiry regarding this issue, please contact O2Micro Sales or CQE representative.
O2Micro committed to being a responsible and sustainable global organization that complies with applicable legal and other requirements worldwide. We will conduct all aspects of our business from design, procurement, and manufacturing to distribution by operating in a manner that promotes an Earth-friendly environment.
Conflict Minerals Sourcing Policy [PDF, 163k]
O2Micro Environment, Health and Safety (EHS) Policy
O2Micro commitment to providing our customers with an excellent product with no environmental impact has developed a Quality and EHS policy to take our customers into the next century.
O2Micro commits to maintain the environment, health, and safety (EHS), and follow our EHS policies as follows:
- Comply with government regulations and other requirements:
Follow EHS regulations and banned substances proposed by customers.
- Develop green products:
Dedicate to green products design and adopt environment-friendly material.
- Enhance EHS awareness:
Implement EHS training and promotion activities to ensure every employee understand the portance of EHS.
- Implement waste reduction and energy saving:
Implement waste reduction, recycle and energy saving plan.
- Manage suppliers:
Perform routine suppliers audit and help suppliers to improve processes to be more beneficial to environment and employee health.
- Prevent injury and disease:
Control risks from work-related hazards and provide a safe and healthy working environment for all employees.
- Support full participation:
Encourage all employees to participate in EHS management process and receive necessary consultations.
- Execute EHS system:
Review EHS system performance and ensure EHS system continuous improvement.
O2Micro customers can through website to contact account sales or CQE for below items support:
(1). Provide further products and reliability information (eg: Data sheet/ Reliability analysis report...etc.)
(2). PPAP/Product information data request support
(3). Customer’s MFG line anti-ESD suggestions
(4). ICP report / MDDS / GP questionnaire / CMRT conflict minerals / REACH... etc. support
Reliability Assurance
O2Micro is committed to ship highly reliable products. Products use proven and reliable standard semiconductor manufacturing processes. Reliability verification is performed according to industry-wide standards to meet customer expectations for product reliability. Production reliability monitoring are performed to assure device performance and to accumulate statistical data.
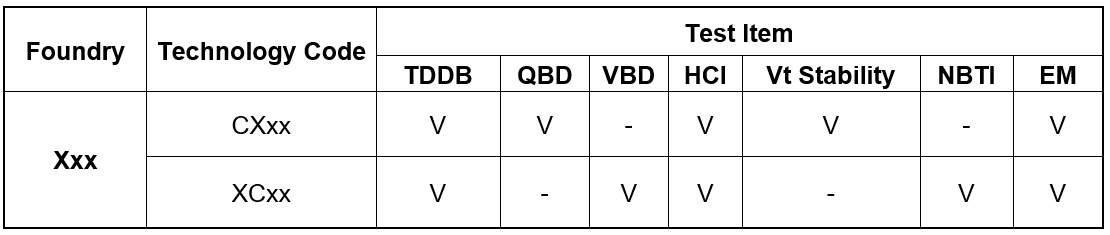
Wafer FAB Process Qualification
O2Micro is a fabless IC design company. All products adopt the mature processes of the wafer foundries, and these processes must pass the wafer-level reliability qualification. These evaluations results are incorporated into product design rules to avoid product stage failures and ensure long-term reliability.
TDDB: Time Dependent Dielectric Breakdown
QBD: Charge to Breakdown
VBD: Voltage to Breakdown
HCI: Hot Carrier Injection
NBTI: Negative Bias Temperature Instability
Vt Stability: Threshold Voltage Stability
EM: Electro-Migration
SM: Stress-Migration
etc…
New Product Qualification
Product reliability can be divided into two categories, one is Device Reliability which related to chips, and the other one is Package Reliability which related to assembly.
Device Reliability Tests
HTOL, ESD, and LU are evaluated in all O2Micro products.
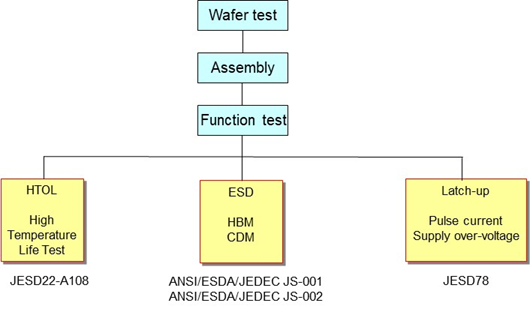
HTOL: High Temperature Operating Life Test
Performed with both Voltage and Temperature acceleration to accelerate IC aging to evaluate product lifetime.
ELFR: Early Life Failure Rate
Using high temperature and voltage to accelerate the failure and to screen out the early failure devices.
ESD: Electrostatic Discharge
ESD while only a slight annoyance to people, provides a challenge to electronics where the fast increase in voltage and current has the potential to cause severe damage. ESD tests include Human Body Model (HBM) and Charged Device Model (CDM) performed to guarantee that the IC achieve immunity to these discharges.
LU: Latch-Up
Fabrication of CMOS integrated circuits with bulk silicon processing creates a parasitic SCR structure. When triggered and turned on by extrinsic surge, etc., cause continuous large current flow. Latch-up test is for evaluation of resistance (immunity) to the phenomena where continuously flowing large currents cause latch-up.
Package Reliability Tests
Package reliability test is used to verify the protection capability of a specific package and the manufacturability of SMT (Surface Mount Technology). Under different temperature, humidity test conditions, packaging materials show different thermal stress, moisture resistance and chemical properties.
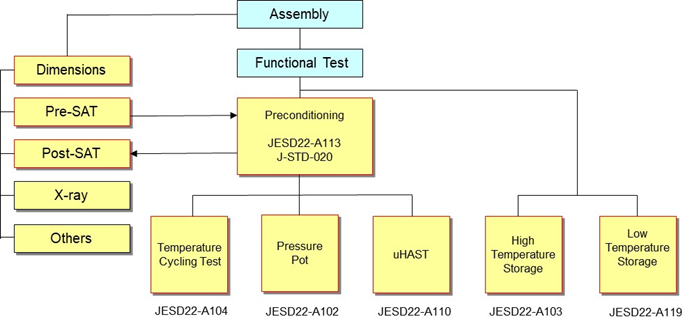
PC: Preconditioning
PP: Pressure Pot
TCT: Temperature Cycling
PTC: Power Temperature Cycling
u-HAST / HAST: Un-Bias / Bias Highly Accelerated Stress Test
HTS: High Temperature Storage
LI: Lead Integrity
PD: Physical Dimensions
SD: Solderability
HS: Hand Solder
WBS: Wire Bond Shear
WBP: Wire Bond Pull
etc…
These package reliability tests are performed for the qualification of new assembly sites, new package processes and package BOM (Bill of Material) changes and will take a long time. O2Micro has a large database, which can be used for rapid risk assessment and reduced verification costs. In addition to the reliability test items mentioned above, we can also evaluate whether other items can be performed according to the needs of customers.
Non-Automotive / Automotive product reliability tests comparison table for reference:
|
Test |
Reference |
Non-Automotive product |
Automotive product |
||
|
Sample Size |
Accept |
Sample Size |
Accept |
||
|
HTOL |
JESD22-A108 |
77 |
1/77 |
77*3 lots |
0/231 |
|
ELFR |
AEC-Q100-008 |
- |
- |
800*3 lots |
0/2400 |
|
ESD – HBM |
Automotive: AEC Q100-002 Non-automotive: ANSI/ESDA/JEDEC JS-001 |
3/test condition |
0/3 |
3/test condition |
0/3 |
|
ESD – CDM |
Automotive: AEC Q100-011 Non-automotive: ANSI/ESDA/JEDEC JS-002 |
3/test level |
0/3 |
3/test level |
0/3 |
|
ESD – MM (Option) |
Automotive: AEC Q100-003 Non-automotive: JESD22-A115 |
3/test condition |
0/3 |
3/test condition |
0/3 |
|
LU |
Automotive: AEC Q100-004 Non-automotive: JESD 78 |
3 |
0/3 |
6 |
0/6 |
|
PC |
JESD22-A113 / J-STD-020 |
45 |
0/45 |
77*3 lots |
0/231 |
|
PTC |
JESD22-A105 |
- |
- |
45 |
0/45 |
|
TC |
JESD22-A104 |
45 |
0/45 |
77*3 lots |
0/231 |
|
HTS |
JESD22-A103 |
45 |
0/45 |
45 |
0/45 |
|
HAST / u-HAST |
Automotive (biased): JESD22-A110. Non-automotive (unbiased): JESD22-A118. |
45 (un-biased) |
0/45 |
77*3 lots (biased) |
0/231 |
|
PP |
JESD22-A102 |
45 |
0/45 |
77*3 lots |
0/231 |
|
LI |
JESD22-B105 |
3 |
0/15 (#Lds) |
5 (Through-hole device only) |
0/10 (#Lds) |
|
PD |
JESD22-B100 and B108 |
10 |
0/10 |
10*3 lots |
Cpk >1.67 |
|
SD |
JESD22-B102 |
3 |
0/3 |
15 |
0/15 |
|
HS |
MIL-STD 202 |
3 |
0/3 |
- |
- |
|
WBS |
AEC Q100-001 |
- |
- |
30 bonds from a min. of 5 devices |
Cpk >1.67 |
|
WBP |
MIL-STD883 Method 2011 |
- |
- |
30 bonds from a min. of 5 devices |
Cpk >1.67 |
Note: if have special customer’s request items base on application concern, can further discuss.
Ongoing Reliability Test (ORT)
All O2Micro products are subject to reliability qualification plans based on their application field and package type, considering the AEC-Q100 and JEDEC standards. These plans include completing all qualification items to meet O2Micro 's reliability targets before proceeding to mass production. However, the work on reliability does not end once mass production begins. ORT is conducted to ensure that the product's reliability is maintained throughout the production phase. For general consumer products, O2Micro establishes an ORT plan based on wafer fabrication processes and package types, typically conducted on a quarterly basis. In the case of automotive products, which require higher reliability standards, ORT is mandatory for the specific product. The test items must include the previously mentioned relatively short-duration tests such as HTOL and PC.
Foundry ORT (Ongoing Reliability Test):
V: Performed and passed.
Assembly ORT (Ongoing Reliability Test):
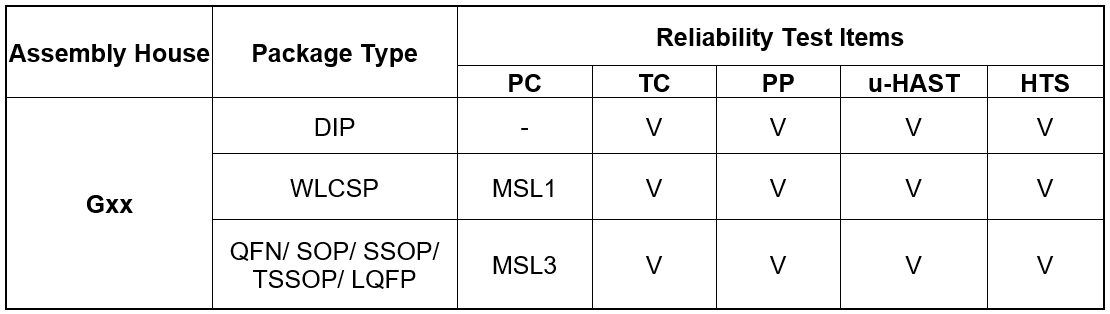
V: Performed and passed.
O2Micro customers can through website to contact account sales or CQE for below items support:
(1). Provide further products and reliability information (eg: Data sheet/ Reliability analysis report...etc.)
(2). PPAP/Product information data request support
(3). Customer’s MFG line anti-ESD suggestions
(4). ICP report / MDDS / GP questionnaire / CMRT conflict minerals / REACH... etc. support
Failure Analysis
Failure analysis is a systemic and structured workflow for tracing back the failure results of a device, part, or component.
It plays a key role in PDCA improvement quality system. The improvement and preventive actions are based on failure analysis results. Through data collection and analysis, problem definition, hypothesis and validation, proper analysis procedures, experience, historical database review and most importantly, logical judgment are key to accurate failure analysis.
To ensure product quality with find out why a device, part or component fails are called failure analysis. It is a systematic and adjustable process that traces the causes of failure. Based on the results of failure analysis to make improvements or prevent future failures. To do failure analysis accurately which needs to collect information, handle samples properly, follow analysis procedures, use experience and logic, and review historical data.
The failure samples come from different sources, such as customer returned or feedback, reliability tests, engineering experiments and low yield parts.
Generic Failure Analysis Procedure:
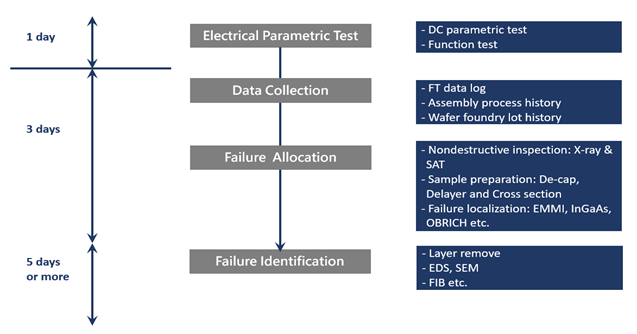
Failure analysis does not stop at finding the source or identifying the cause of failure.
All products manufacturing steps quality control skills are reviewed for continuous improvement purpose.
A database stores the analysis results and FA procedure incorporates the improvement or prevention
activities.
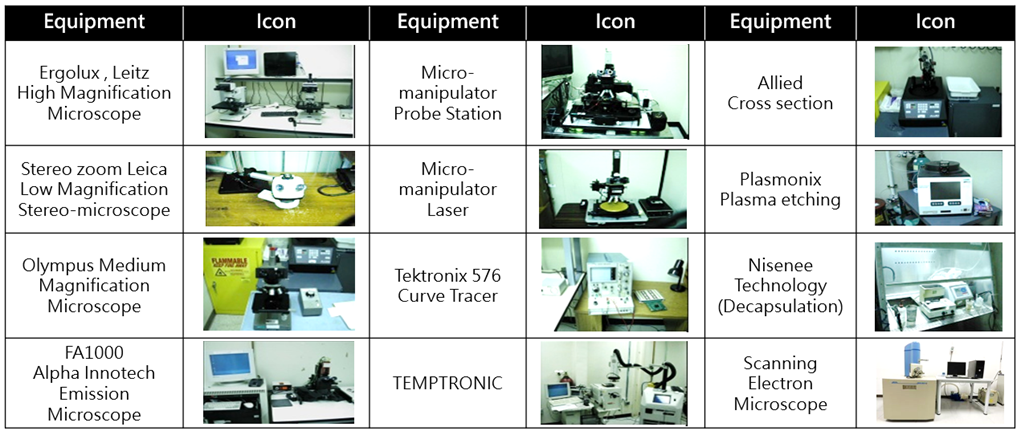
RFA Equipment’s examples:
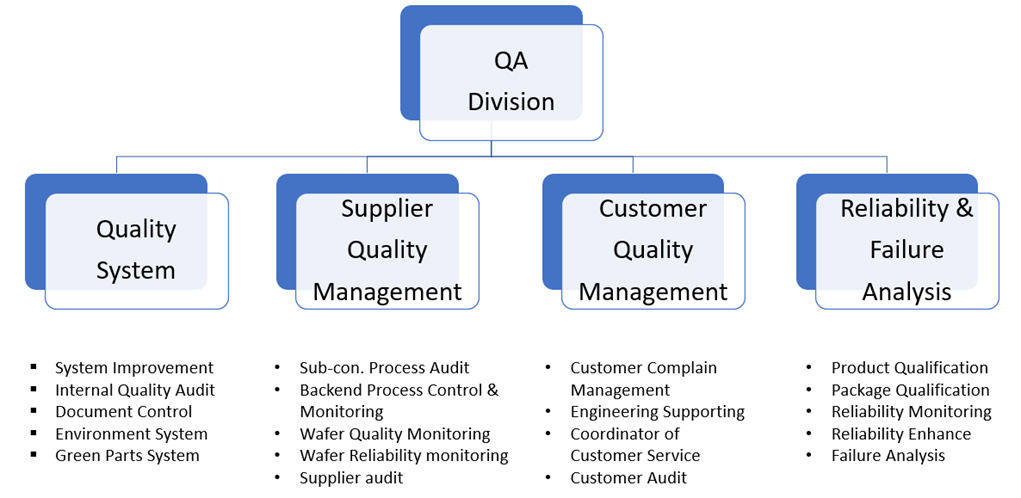
QA Organization
Supplier Quality Management (SQM)
As a fabless design house, O2Micro products are manufactured by suppliers. The whole supply chain of wafer foundry, assembly, testing, and taping-reel houses must be well managed for quality. This process is managed by O2Micro SQM team. This chart reveals the SQM team roles and tasks.
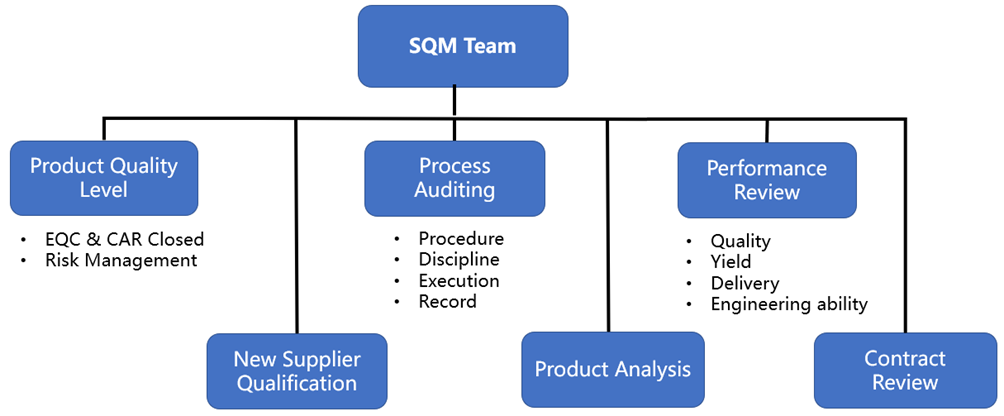
The performance and risk level of each O2Micro supplier are managed by several predictable indexes. The indexes help us allocate resources and optimize product delivery.
SQM Team tasks include but are not limited to:
- Establish and maintain cooperative relationships with suppliers to ensure that suppliers' quality and delivery performance meet company requirements.
- Evaluate and audit potential suppliers and select suitable suppliers.
- Supervise the production process of suppliers, conduct audits and verifications to ensure the quality of products and services.
- Collect, analyze, and report supplier quality data to inform decision making and improvement.
- Provide training and support to suppliers to help them improve their quality management capabilities and meet company requirements.
- Review supplier contracts to ensure appropriate quality clauses and requirements are included
Supplier Quality:
Our suppliers play an important role in achieving O2Micro's zero defect quality expectation. O2Micro's global supplier quality team urges and supports our suppliers to improve their products and processes systematically and continuously through the following practices to produce products with strong and stable performance required by customers.
- Through the analysis of supply chain and supplier quality certificate management
- Annual regular manufacturing process and quality system audit
- Occasional monitoring manufacturing processes for compliance with SOPs or control limits
- Promote supplier quality improvement through supplier management, supplier development and quality improvement programs
Supplier Quality Development and Management:
Supplier quality development and management plays an important role in our supplier management, especially for the quality and delivery predictability of O2Micro products. We recognize that partnerships with key suppliers are critical to achieving total quality, so we focus on developing and strengthening our partnerships with these suppliers.
Through close cooperation with key suppliers, we are committed to improving their IC production process quality performance. We do not just ask our suppliers to deliver products that meet our requirements, but we expect them to adhere to methods that predict and prevent quality problems. This shift from a reactive approach to quality control to a proactive approach to preventing quality issues has enabled suppliers to provide us with a stronger product offering at O2Micro.
Through our ongoing supplier development program, we have established close partnerships with our suppliers, working together to deliver more consistent quality. We work with suppliers to develop and implement quality standards and processes, monitor, and evaluate to ensure that these standards are followed and enforced.
Our goal is to establish mutually beneficial relationships with suppliers and work together to achieve continuous improvement in quality. we can ensure the quality stability of O2Micro products and provide our customers with a higher level of satisfaction.
In summary, we are committed to developing a predictable and high-quality supply chain for O2Micro products through partnerships with key suppliers and an ongoing supplier development program. We believe this partnership will help us improve our competitiveness and provide customers with a consistently superior product quality experience.

IC Traceability and MFG Record Keep
The top of each O2Micro product is marked with our coding system.
The picture below shows a sample of our IC code.
The part name/ lot number/ production date can be traced by IC top mark, and then the relevant production records can be retrieved accurately.
(Automotive IC MFG record keep 20 years, non-automotive IC MFG record keep 7 years)
General Product Mark Specification

(1) The first row = Logo
(2) The Second row = Part Name
(3) The Third row = Lot number
The lot number is the same as the lot number from corresponding work order, and it includes wafer lot No (XXXXXX) and assembly supplier code (Z).
(4) The Fourth row = Date code (YYWW)+ IC Revision code
YY is defined by the production year and WW is defined by the production week.
* Please refer to the corresponding part name for the actual product marking specification.

This coding system is applied daily to our IC.
It is crucial to non-conforming parts control and quality control tracking. The coding can also be found on the label of cartons, boxes and reels as shown in the picture above. Production history is retained in an Oracle database. Production history can be traced effectively and efficiently by a single IC. Smaller ICs, like SOT-2X, are marked with Part/ Lot/ Year/ Week Code define.
Any further detail request for dedicate products, please contact O2Micro Sales or CQE representative.